







Aparna Enterprises Limited – Building Materials Manufacturers and suppliers
Since our start in 1990, Aparna Enterprises Limited (AEL), has set the bar high as a prominent building materials manufacturer in delivering innovative and premium building solutions.
At Aparna Enterprises Limited, our range of high-quality construction and building materials is crafted to meet the sophisticated needs of modern infrastructure. As a trusted supplier and manufacturer, we are dedicated to delivering exceptional design, safety, and longevity across every project.
Aparna Enterprises Limited collaborates with leading construction firms across India, breathing life and sophistication into iconic structures. Our premium building materials are the foundation of your success — offering long-lasting durability, aesthetic appeal, and peace of mind for generations.
With over 30 years of commitment to innovation and collaboration, Aparna Enterprises Limited has earned a reputation as a pioneer in the industry. We take pride in our legacy of satisfied clients, impeccable projects, and forward-thinking solutions.
Join hands with Aparna Enterprises Limited and be a part of India’s journey to construction excellence. As a key player in home improvement products, we offer solutions that elevate living and working spaces with quality and elegance.
Explore our journey of excellence. Discover success stories where Aparna Enterprises’ home improvement products helped bring clients’ visions to life. Stay informed with the latest innovations, partnerships, and industry recognition — and see how Aparna Enterprises Limited, a trusted supplier and manufacturer, is transforming the future of construction.
Newsroom
Modular Kitchen Designs That Solve Everyday Cooking Problems Your kitchen is making things harder for you. Here’s why? You are standing in the middle of your kitchen, holding a pot of boiling pasta, seeking a place to set it down. The counters are buried under spice jars, a toaster, and kitchen items. It’s not […]

Modular Kitchen Designs That Solve Everyday Cooking Problems Your kitchen is making things harder for you. Here’s why? You are standing in the middle of your kitchen, holding a pot of boiling pasta, seeking a place to set it down. The counters are buried under spice jars, a toaster, and kitchen items. It’s not […]
Read moreWhy Ready-Mix Concrete Is Ideal for Modern Construction The Quiet Killer of Construction Schedules You know it happens. The site-mixed batch wasn’t uniform, or the workers didn’t show up to shovel the gravel; therefore, a huge project is on hold. In the high-stakes world of urban development, mixing by hand is not only old-fashioned, […]

Why Ready-Mix Concrete Is Ideal for Modern Construction The Quiet Killer of Construction Schedules You know it happens. The site-mixed batch wasn’t uniform, or the workers didn’t show up to shovel the gravel; therefore, a huge project is on hold. In the high-stakes world of urban development, mixing by hand is not only old-fashioned, […]
Read moreAparna Enterprises Recognized Among Top 10 Building Material Suppliers in Maharashtra 2026 Aparna Enterprises has been recognized among the Top 10 Buiding Material Suppliers in Maharashtra 2026 by SiliconIndia HOMES, a leading publication in the construction and infrastructure sector. This recognition highlights the company’s continued focus on quality manufacturing, innovation-driven solutions, and operational excellence […]
Aparna Enterprises Recognized Among Top 10 Building Material Suppliers in Maharashtra 2026 Aparna Enterprises has been recognized among the Top 10 Buiding Material Suppliers in Maharashtra 2026 by SiliconIndia HOMES, a leading publication in the construction and infrastructure sector. This recognition highlights the company’s continued focus on quality manufacturing, innovation-driven solutions, and operational excellence […]
Read moreBreak the Stale Air Trap with Aluminium Doors and Windows Your Home is Suffocating (And You Are Too) Walk into your living room and take a deep breath. Does it feel crisp, or does it feel like you’re breathing in yesterday’s dinner and last week’s dust? Most of us are living in “sealed boxes” […]

Break the Stale Air Trap with Aluminium Doors and Windows Your Home is Suffocating (And You Are Too) Walk into your living room and take a deep breath. Does it feel crisp, or does it feel like you’re breathing in yesterday’s dinner and last week’s dust? Most of us are living in “sealed boxes” […]
Read moreWhy Do Most Floor Tiles Fail the Indian Kitchen Challenge? You’re standing in your kitchen, the pressure cooker is whistling, and a drop of hot oil splatters onto the floor. You reach for a mop, but your foot slips slightly on the glossy surface. It’s a scenario played out in millions of homes. We […]

Why Do Most Floor Tiles Fail the Indian Kitchen Challenge? You’re standing in your kitchen, the pressure cooker is whistling, and a drop of hot oil splatters onto the floor. You reach for a mop, but your foot slips slightly on the glossy surface. It’s a scenario played out in millions of homes. We […]
Read moreSmart Storage Solutions for Dead Corners and Hidden Spaces We’ve all been there. You’re standing in the middle of your bedroom, holding a heavy pile of winter coats or a precarious stack of shoeboxes, staring at a corner of the room that should be useful but somehow isn’t. It’s the “dead zone”. Most homes […]

Smart Storage Solutions for Dead Corners and Hidden Spaces We’ve all been there. You’re standing in the middle of your bedroom, holding a heavy pile of winter coats or a precarious stack of shoeboxes, staring at a corner of the room that should be useful but somehow isn’t. It’s the “dead zone”. Most homes […]
Read more5 Ways to Create a Luxury Home Spa with Hydrotherapy Trends Imagine walking through your front door after a day that felt like a decade. Your back is tight, your mind is racing, and all you want is to disappear. For most people, the bathroom is just a room where you brush your teeth, […]

5 Ways to Create a Luxury Home Spa with Hydrotherapy Trends Imagine walking through your front door after a day that felt like a decade. Your back is tight, your mind is racing, and all you want is to disappear. For most people, the bathroom is just a room where you brush your teeth, […]
Read moreReadymix Concrete vs On Site Mixing What Works Better for Construction Projects in India What Makes Readymix Concrete Different From On Site Mixing Construction teams in India now have two major ways to prepare concrete. Readymix concrete is produced in controlled batching plants where proportions of cement, sand, aggregates, and water stay consistent. […]

Readymix Concrete vs On Site Mixing What Works Better for Construction Projects in India What Makes Readymix Concrete Different From On Site Mixing Construction teams in India now have two major ways to prepare concrete. Readymix concrete is produced in controlled batching plants where proportions of cement, sand, aggregates, and water stay consistent. […]
Read moreVitrified Tiles Price Trends in India Everything Homeowners Should Know Before Buying Vitrified tiles have become a preferred flooring choice for Indian homes because they balance durability, design, and long term value. With new manufacturing technologies and a growing variety of finishes, homeowners now have options that suit every budget. Understanding current price trends helps […]

Vitrified Tiles Price Trends in India Everything Homeowners Should Know Before Buying Vitrified tiles have become a preferred flooring choice for Indian homes because they balance durability, design, and long term value. With new manufacturing technologies and a growing variety of finishes, homeowners now have options that suit every budget. Understanding current price trends helps […]
Read moreHow can uPVC windows and doors improve indoor air quality? The mid-afternoon slump isn’t always about your caffeine levels. Sometimes, it is simply because your house is holding its breath and forcing you to do the same. The air inside your home might be up to five times more polluted than the air outside. […]
How can uPVC windows and doors improve indoor air quality? The mid-afternoon slump isn’t always about your caffeine levels. Sometimes, it is simply because your house is holding its breath and forcing you to do the same. The air inside your home might be up to five times more polluted than the air outside. […]
Read more
Aparna Enterprises Limited (AEL) is a pioneer and now a market leader in manufacturing a wide spectrum of high-quality building materials. As a trusted supplier and manufacturer, we offer an extensive portfolio including Ready-Mix Concrete (RMC), uPVC Window and Door Systems, uPVC Profiles, Tiles, Sanitary Ware, Modular Kitchens, Aluminium Window and Door Systems, Facades, and Exterior Solutions.
Built on the foundation of technology, innovation, design, research, and resilience, Aparna Enterprises Limited has consistently delivered customised, contemporary building material and construction solutions that meet the highest standards.
At Aparna Enterprises Limited, we treat every project as a collaborative partnership. Our integrated approach combines multifaceted expertise with end-to-end support to ensure every solution is perfectly aligned with our clients' visions. As a leading name in home improvement products, we are focused on solving key industry challenges through sustainable innovation, iconic design, and eco-conscious solutions.
By continuously evolving with market needs, Aparna Enterprises Limited aims to catalyse a positive impact across the construction landscape — delivering value, quality, and reliability across every product and project.
5,000+
Employees
33+
Years Of Experience
9+
Brands
22+
States
PRODUCT PORTFOLIO

Vitrified Tiles
Equipped with an integrated manufacturing capacity of over 5 million sq. meters a year, our tiles bear distinctive designs and assorted shades.

uPVC Windows and Doors
Exquisite range of UPVC door and window solutions that add an elegant look, distinctive appeal, and majestic decor to your vision.

uPVC Window and Door Profiles
Lead-free, leak-proof, robust Okotech uPVC formulation for a range of 60+ profiles crafted and fabricated to deliver a seamless performance.

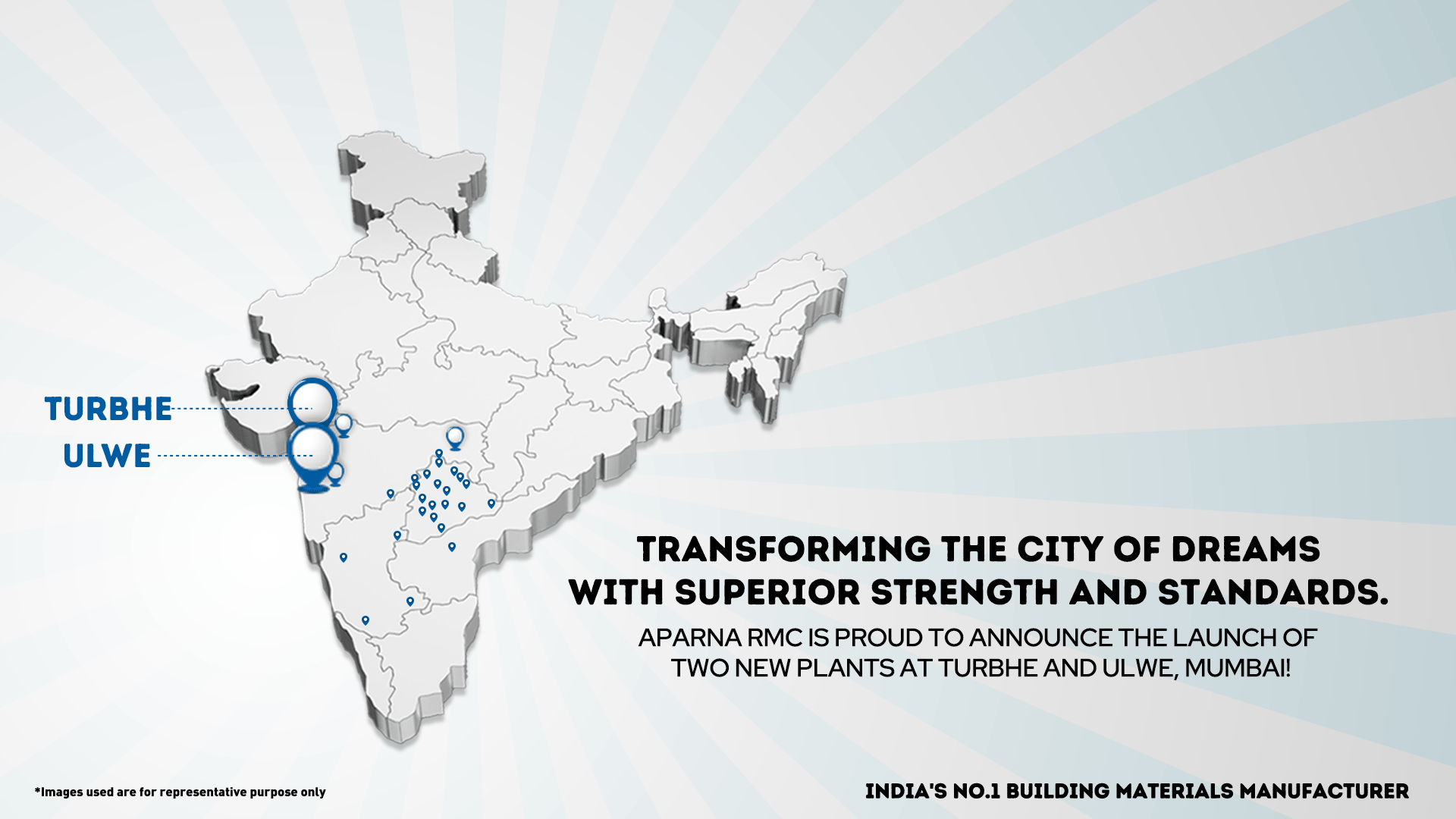
Ready Mix Concrete
India’s largest RMC manufacturing division offering durable, strong, lightweight, high-precision, and dynamic concrete solutions.

Crusher
State-of-the-art crushing plants equipped with advanced technological abilities to quarry metal aggregates like crushed Robo Sand and Metal Chips for road & building materials.
Steel Reinforcements
High-quality, corrosion-free, superior steel reinforcements for uPVC window & door profiles, steel Cable Trays, and all-steel False Ceiling Channels.

Aluminium Windows & Doors
Long-lasting, high-performance, customizable Aluminium casement windows and doors designed for precision following the most stringent standards.

Home Improvement Solutions
Ultra-premium solutions and a well-curated assortment from iconic international brands that rejuvenate your bath spaces.

Kitchen & Wardrobe Solutions
End-end, bespoke modular design solutions at the convergence of functionality, style, and versatility that add a timeless appeal and harmonious aesthetic to your kitchen and wardrobes.
Start Your Project with the Right Materials
We provide everything you need for modern construction. Connect with our experts to discuss your requirements and get the best solution for your project. Submit your details and our team will contact you soon.
HYDERABAD CORPORATE OFFICE
Aparna Enterprises Ltd.
8-2-293/82/A, Plot No-1214, Road No-60,
Jubilee Hills, Hyderabad-500 033.
CIN no.: U51109TG1994PLC018950
Call
OUR SIGNATURE BRANDS